What Industrial CT Scanning Does for Manufacturing Quality
Industrial CT scanning is the only non-destructive method that maps internal part geometry regardless of complexity, material mix, or assembly state.
- Industrial CT scanning is the only NDT method that maps internal geometry in closed or multi-material assemblies, a capability codified in ASTM E1441.
- Method selection should be driven by defect type and cost of a false negative, not by the equipment already on the floor.
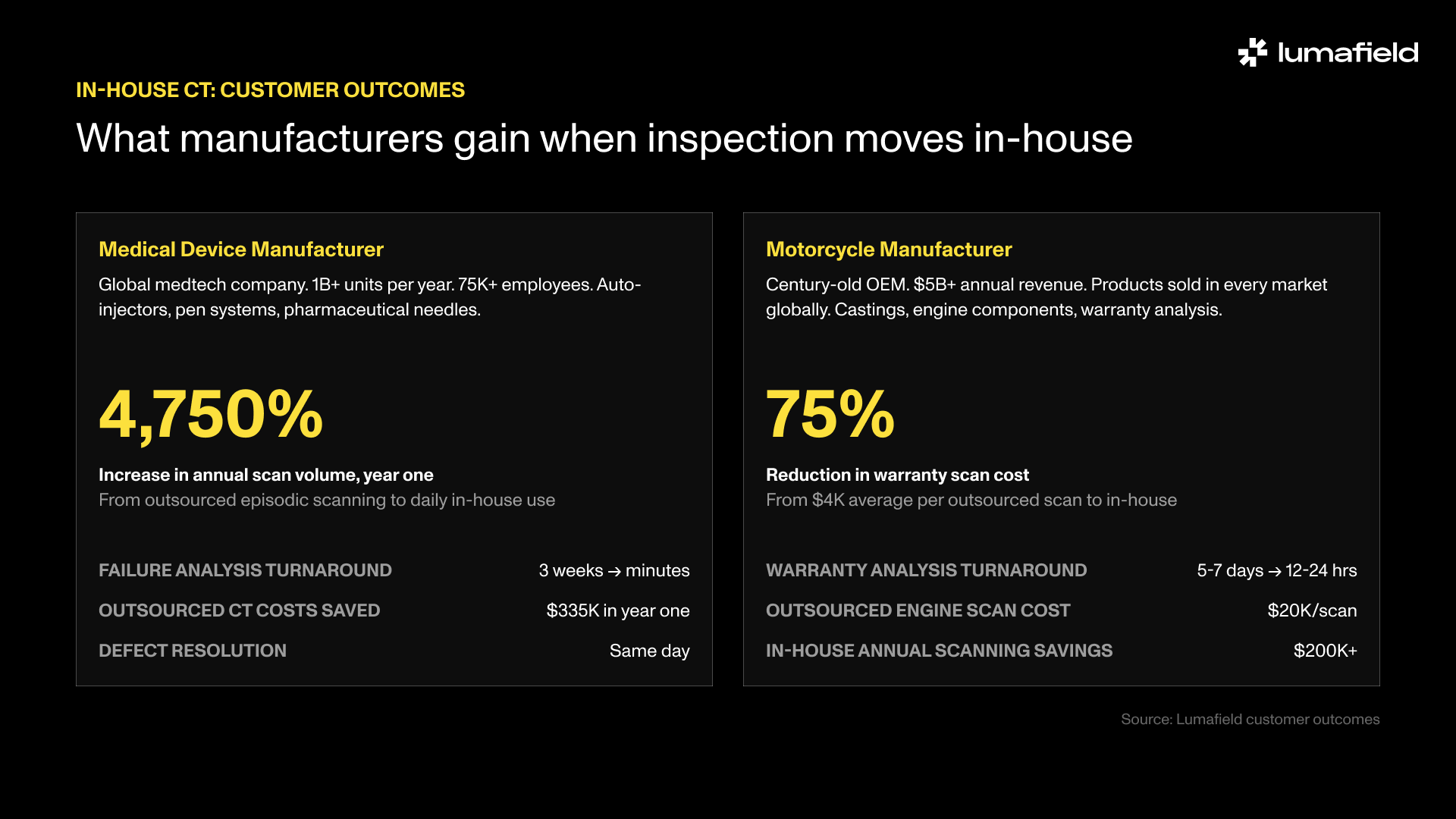
- Manufacturers who have brought CT in-house report 4,750% increases in scan volume, 75% reductions in scan cost, and failure analysis turnaround dropping from weeks to minutes.
- CT scan archives satisfy prime contractor and regulatory audit requirements that process conformance logs cannot meet.
The engineers who run quality programs at serious manufacturers are not asking whether to inspect. They are asking whether the method they’re currently using can actually find what will fail in the field. That’s a different question, and it's one that most inspection tools aren’t built to answer.
What conventional inspection misses
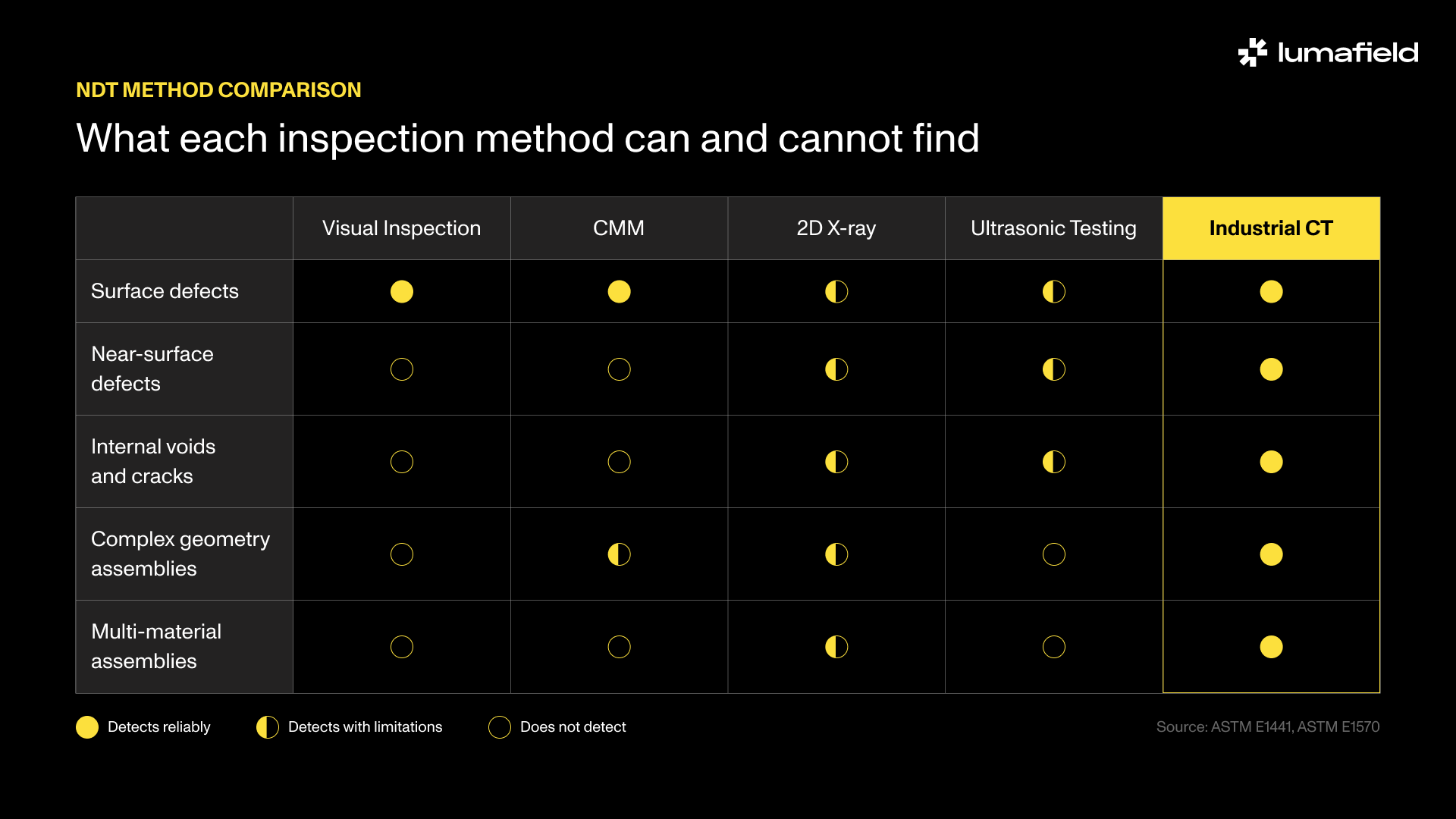
Every standard NDT method has a structural constraint. Visual inspection sees surfaces. Coordinate measuring machines measure accessible external geometry. Dye penetrant and magnetic particle testing detect surface-breaking defects in specific material types. Two-dimensional X-ray produces a projection image in which all material along the beam path is superimposed into a single plane, which means internal features at different depths and orientations compete with each other in the same image.
These methods aren’t inadequate in general. They’re inadequate for a specific and increasingly common inspection challenge: the closed, multi-material, geometrically complex assembly where the defects most likely to cause field failures exist inside the part, invisible from the outside and inaccessible to probe-based methods.
ASTM E1441, the governing standard guide for computed tomography imaging, states that CT "can provide evaluations of material integrity that cannot currently be provided nondestructively by any other means" when used to inspect assembled components. That is not a vendor claim. It is the language of the primary NDT standards body.
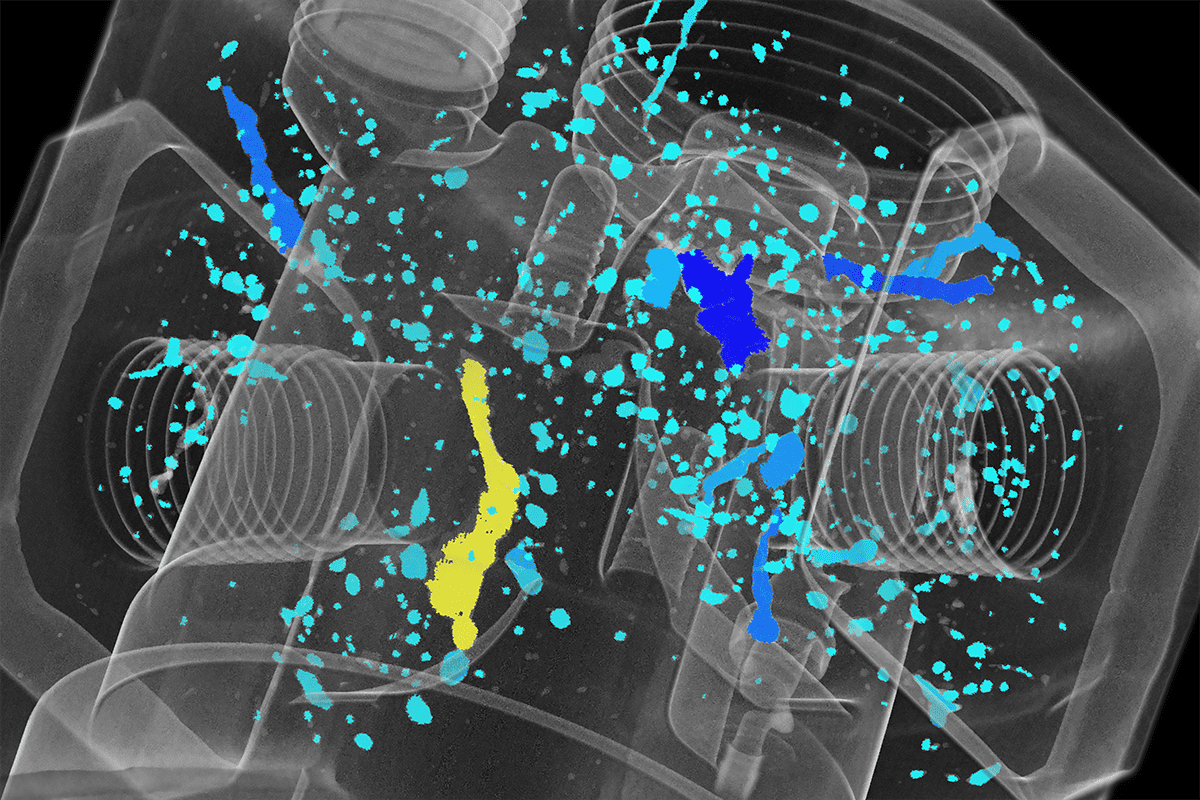
The defect types that cause this problem are not exotic. They are the routine failure modes of all assembled parts: internal voids, subsurface cracks, delaminations between bonded layers, solder bridges visible in three dimensions but not two, component misalignment concealed within a housing, porosity in a cast structure. A part carrying any of these defects can pass every surface and projection-based inspection gate and still fail in service.
What is industrial CT scanning?
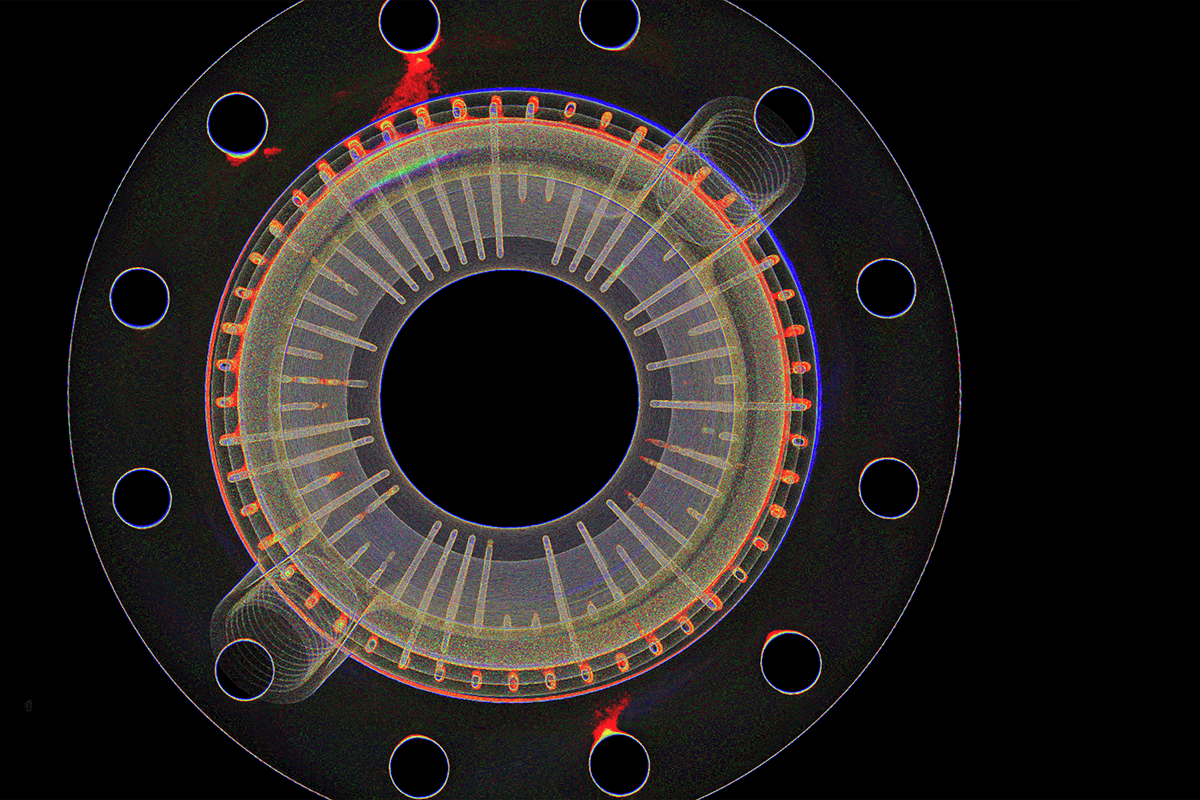
Industrial CT scanning uses X-ray energy transmitted through a part at multiple angles to reconstruct a complete three-dimensional image of its internal geometry. The output is a volumetric dataset, not a projection. Every internal feature, every wall thickness, every void, every component interface is mapped in three dimensions without cutting, sectioning, or altering the part.
ASTM E1570, the standard practice for computed tomographic examination, describes what distinguishes this from conventional radiography: CT produces densitometric images of cross-sections through an object without the structural superposition inherent in projection radiography, allowing internal features and anomalies to be disclosed by radiological density and geometry. Instead of seeing everything stacked on top of everything else, you see each layer independently.
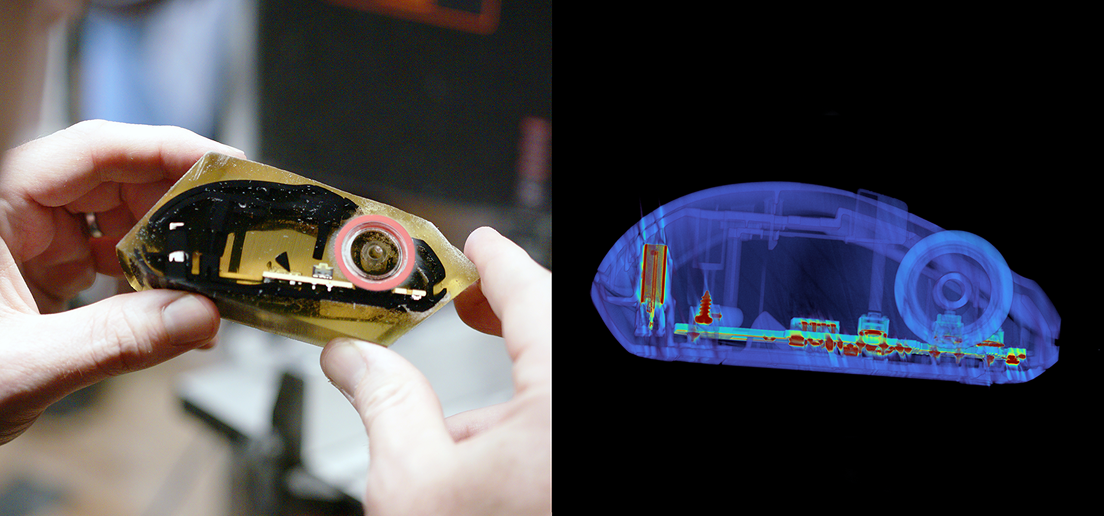
The practical consequence is that defect categories invisible to conventional methods suddenly become discoverable: misaligned springs inside an auto-injector that have the correct dimensions but prevent actuation, porosity in a cast aluminum engine housing that passes surface inspection but cracks under load, incomplete bonds in a pacemaker housing that visual and CMM inspection cannot reach, and insert placement errors in a plastic assembly that only reveal themselves in three dimensions.
Where CT fits in an inspection program
Industrial CT is not a replacement for every prior inspection step. It is the right method for specific conditions, and understanding those conditions is what separates a well-designed inspection program from one that carries invisible risk.
CT scanning is the appropriate choice for closed assemblies where internal geometry has no external access point, for parts containing dissimilar materials that create acoustic impedance mismatches for ultrasonic testing, and for any situation where a prior inspection method has already produced a field escape. It is also the right method when a customer requires volumetric quality evidence rather than a process conformance log, or when dimensional verification of internal features needs to happen alongside defect detection.
The method selection decision should be driven by part complexity, material stack, defect type, and the cost of a false negative, not by the method the inspection program already owns. Defaulting to legacy methods because the equipment exists is not a quality strategy. It kicks the cost downstream, to warranty, containment, and in the worst cases, to the field.
The case for insourcing
Industrial CT has historically lived in contract labs and service bureaus. A manufacturer with an occasional inspection need ships parts out, waits for results, and makes decisions after days or weeks of turnaround time. That model works when inspection is episodic and the stakes of waiting are low. It doesn't work, however, when inspection is a production control function.
The per-scan economics of CT ownership follow a consistent pattern across sectors. A peer-reviewed comparison of outsourced versus in-house medical CT found that fixed-fee outsourcing ran roughly $519 per scan while in-house operation, at high utilization, cost $141 to $285 per scan. The same logic applies in industrial settings: outsourced CT costs scale linearly with volume while owned equipment converts most of the cost into fixed capital that spreads across every scan. The break-even arrives faster than most operations leaders expect, and faster still once inspection latency is included in the calculation.
Latency is the variable that cost-per-scan comparisons consistently understate. A defect trend caught in hours with in-house inspection can propagate through hundreds of units before an outsourced lab result returns. A containment event triggered by a three-week turnaround carries costs that dwarf the per-scan savings of the outsourced model. An NPI iteration cycle blocked by waiting on external results is a schedule problem with no repair once the launch date moves.
Two manufacturers illustrate how this plays out in practice.
A global medical technology company producing over one billion units annually across auto-injectors, pen injection systems, and pharmaceutical needles had been outsourcing CT scanning and using destructive methods for failure analysis. After deploying Lumafield's Neptune CT system in-house, failure analysis turnaround dropped from 3 weeks to minutes. Scan volume in their first year with in-house capability increased 4,750% compared to the prior year. Outsourced CT costs dropped by over $335,000.
A century-old motorcycle manufacturer with over $5 billion in annual revenue had been paying an average of $4,000 per outsourced warranty scan, with some parts running nearly double that. Engine components weighing up to 300 pounds cost $20,000 or more per outsourced scan. After bringing Neptune in-house, warranty part analysis became 75% cheaper, with results delivered 5x faster. Turnaround dropped from 5-7 business days to 12-24 hours. Large engine component scanning now saves the company over $200,000 annually.
In both cases, the operations impact was not incremental. From the start, it created a different relationship between the quality function and the production floor: inspection became iterative rather than episodic.
The quality evidence problem
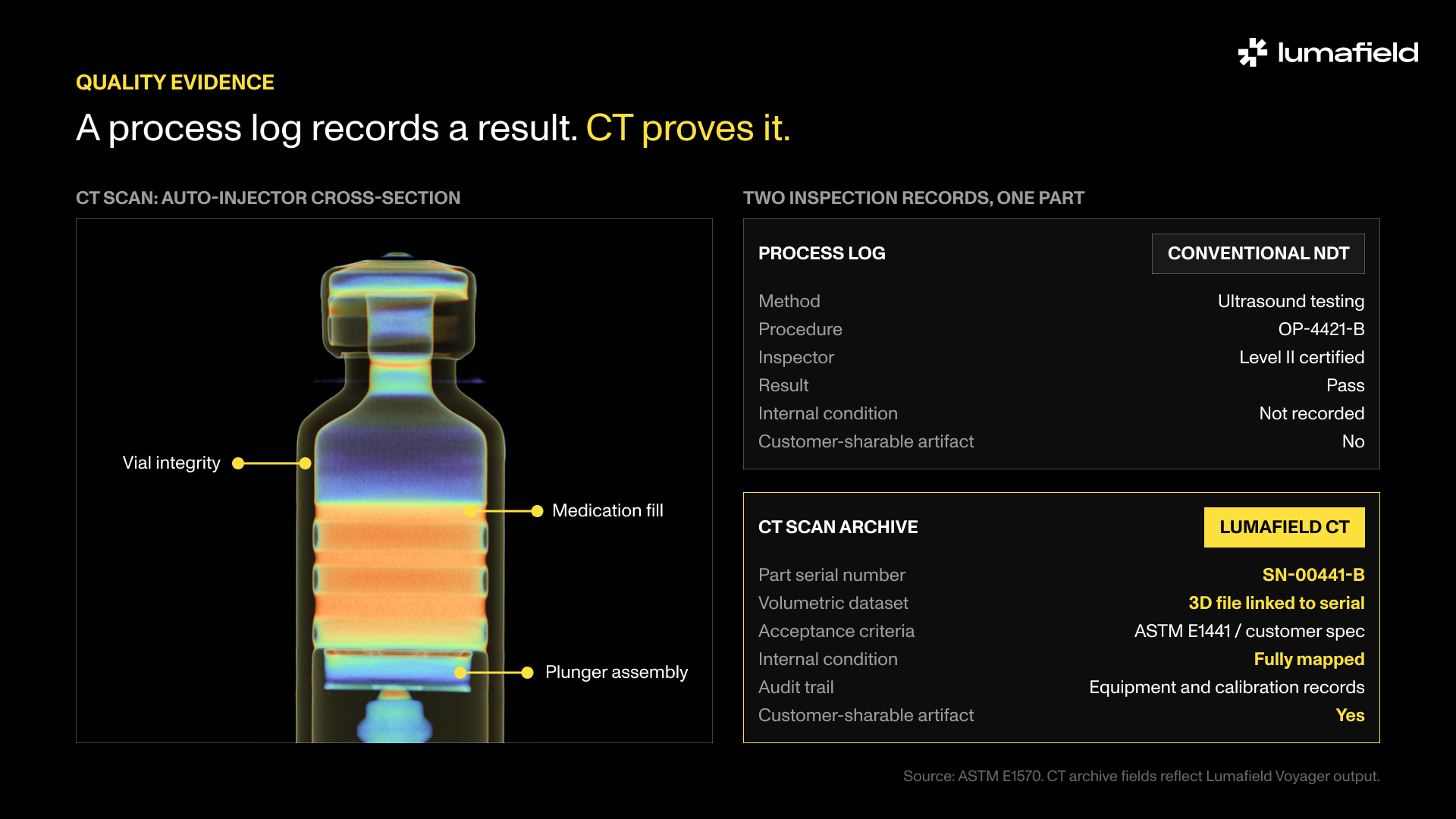
There is a second argument for CT that cost and detection discussions often miss: the documentation argument. Conventional NDT reports describe process conformance. They record that an inspection was performed according to a procedure. They do not produce a part-specific, volumetric record of what the part actually contained at the time of manufacture.
ASTM E1570 explicitly states that CT examination practice can be specified directly on engineering drawings, specifications, and contracts. For manufacturers serving aerospace primes, medical device OEMs, and defense integrators, CT inspection output is increasingly a contractual deliverable, not just an internal quality gate.
A CT scan archive tied to part serialization is a different kind of quality record than a process log. It provides a permanent, customer-sharable artifact that records what was inside the specific part at the time of inspection. When a customer rejects a lot or a field failure occurs, the question is not whether the inspection procedure was followed. With CT, the manufacturer can reconstruct the actual condition of that part and answer that question in a way that goes far beyond a process log.
Manufacturers competing for aerospace, medical, or defense contracts are increasingly expected to treat NDT output as a customer deliverable. Building that evidence chain requires decisions about data format, traceability architecture, and report structure before the first part ships. Retrofitting it after a dispute is expensive and rarely convincing.
Evaluating inspection methods
A manufacturing quality program has two jobs: find the defects most likely to cause field failures, and produce evidence that holds up when a customer asks to see it. For many manufacturers, the program is failing at both, and the gap stays invisible until a containment event or customer escalation makes it undeniable.
McKinsey's analysis of medical device quality costs found that routine external quality failures represent 0.4 to 1.6% of annual sales for medical device manufacturers. Battelle's independent analysis found that non-routine quality events cost the medical device industry $2.5 to $5.5 billion annually, with materials failures alone averaging $3.5 million per incident. That is the steady-state cost of running an inspection program with a detection gap.
Industrial CT scanning is the inspection method ASTM codifies as capable of catching what other methods can’t. It’s the method that eliminates the inspection lag that turns defect trends into containment events, all while producing the quality record that customers with the highest standards require.
Industrial CT scanning is available to any manufacturer willing to invest in it. The return on that investment is determined entirely by where in the production sequence it is applied and whether the evidence it produces is built into the quality record from the start.
Related Questions
What is industrial CT scanning and how does it work?
Industrial CT scanning uses X-ray energy at multiple angles to reconstruct a complete three-dimensional image of a part's internal geometry without cutting or sectioning it. The output is a volumetric dataset mapping every internal feature, void, and component interface. ASTM E1441 codifies CT as capable of material integrity evaluations not achievable by any other non-destructive means.
What defects can industrial CT scanning detect that conventional NDT misses?
CT detects internal voids, subsurface cracks, delaminations, solder bridges, and assembly errors inside closed or multi-material assemblies where surface methods cannot reach. ASTM E1570 identifies CT's core advantage over 2D radiography: cross-sectional imaging without structural superposition, so features at different depths do not obscure each other. A part can pass every conventional inspection gate and still carry a defect CT would find.
When should a manufacturer use CT instead of conventional NDT?
CT is the right fit when the part is a closed assembly, contains dissimilar materials, or has had a prior field escape indicating a detection gap. It is also the right choice when a customer requires volumetric quality evidence rather than a process conformance log. The decision should be driven by defect type and cost of a false negative, not by the equipment already on the floor.
How does in-house CT compare to outsourcing?
Peer‑reviewed CT economics in healthcare show that outsourcing CT at a fixed per‑scan fee ($519 per scan in one study) can cost roughly 2-3x more per scan than running the same CT workload in‑house ($141–$285 per scan) once utilization is high. While this study addresses medical CT rather than industrial CT, the economics are analogous: CT ownership converts much of the imaging cost into fixed capital that becomes cheaper per part as volume grows. Industrial CT market analysts note that the high six‑figure to seven‑figure price of scanners has driven a rapidly growing services segment, but also that services costs scale linearly with volume, suggesting a utilization‑driven break‑even for bringing CT in‑house.
Will a CT inspection report satisfy a customer audit?
A CT scan archive tied to part serialization satisfies prime contractor and regulatory audit requirements that process logs cannot meet. ASTM E1570 explicitly supports CT examination being specified on engineering drawings and contracts. The scan record is permanent, customer-sharable, and functions as volumetric evidence of actual part condition at time of manufacture.
What does it cost to miss an internal defect that passes conventional inspection?
A defect caught at incoming inspection is a corrective action. The same defect found in the field is a warranty return, recall, or liability event. Battelle estimates materials failures alone average $3.5 million per incident in medical devices, with non-routine quality events costing the industry $2.5 to $5.5 billion annually.